






Von Eryone QC Andy Wen,
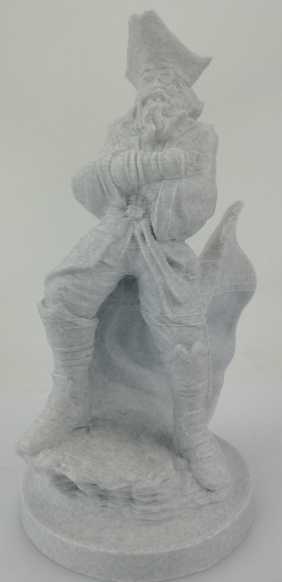
Auf dem tatsächlichen Markt benötigen Kunden einige Filamente, die Spezialeffekte drucken können, wie z. B. imitierte Marmorkörner und gemeißelte Steinfiguren. Marmor-PLA eignet sich sehr gut für Kunden, die Drucke mit Steineffekt und imitierten Marmorkörnern erstellen möchten, da die Druckoberfläche des Marmor-PLA-Drucks eine feine und glatte Textur mit Marmorkörnung hat.
Marmor-PLA-Filamente werden auf der Grundlage von Standard-PLA-Material (Polymilchsäure) entwickelt, das seine eigenen physikalischen Eigenschaften hat. Die physikalischen Eigenschaften von Marble PLA entscheiden über die Leistung von Marble PLA-Drucken, einschließlich Zähigkeit, Schrumpfrate, Wasseraufnahmefähigkeit, Drucktemperatur und so weiter.
Marmor-PLA-Parameter | ||
Physikalische Eigenschaften : |
Typischer Wert: |
Methode : |
Spitzenschmelztemperatur: |
155 ℃± 5 ℃ |
ISO-11357 |
Glasübergangstemperatur: |
60 ℃ |
ISO-11357 |
| MFR [g/10 min](1) : 210 ℃ / 2,16 kg |
6g/10min |
ISO-1133 |
Spezifisches Gewicht [g/cm 3 ] : |
1,24 g/cm³ |
ISO-1183 |
Feuchtigkeitsaufnahme 24 Std. [%](2) : |
≤ 380 ppm |
/ |
Wärmeformbeständigkeit (0,45 MPa): |
60 ℃ |
ISO-75 |
Zugfestigkeit Filament [MPa]: |
65 MPa |
ISO 527-1 |
Die Parameter in der obigen Tabelle werden mit professionellen Prüfinstrumenten gemessen.
Durchmesser und Toleranz
Durchmesser und Toleranz sind die grundlegenden Parameter, die wir vor unserem Test kennen müssen.
Und eine hohe Präzision des Filaments kann einen konstanten Durchmesser erzeugen und das Filament kaum verstopfen. Nach dem Testen mit einem Mikrometer wissen wir, dass der Durchmesser des Marmorfilaments 1,75 mm mit einer Toleranz von ± 0,03 beträgt.
In der Produktion kann der Durchmesser des Filaments an der präzisen Ausrüstung eingestellt werden. Die Ausrüstung mit unterschiedlicher Präzision kann jedoch Filamente mit unterschiedlichen Durchmessern erzeugen. Um diesen Ärger zu beseitigen, wenden wir die Ausrüstung mit einer hohen Präzision von 1,75 ± 0,03 mm an. Als nächstes verwenden wir ein Mikrometer, um die Präzision der produzierten Filamente stichprobenartig zu überprüfen.
Testobjekt |
Marmor PLA |
Testinhalte |
Durchmesser und Toleranz |
Zeit |
2020 |
Test-Tool |
Mikrometer |
Testmethode |
Alle 30 cm ein Testpunkt. Es gibt 12 Testpunkte. |
|||
Farbe |
Daten 1 |
Daten 2 |
Daten 3 |
Daten 4 |
Daten 5 |
Daten 6 |
Daten 7 |
Daten 8 |
Daten 9 |
Daten 10 |
Daten 11 |
Daten 12 |
Grau ( mm ) |
1,75 |
1,74 |
1,76 |
1,75 |
1,74 |
1,77 |
1,74 |
1.73 |
1,75 |
1,76 |
1,75 |
1,75 |

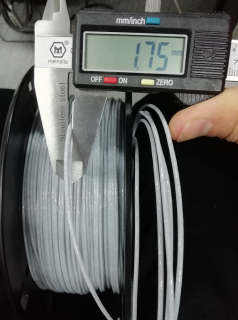



Von den Testdaten in der Tabelle gibt es 12 Testpunkte für Filamente in jeder Farbe. Zwischen den beiden Testpunkten besteht ein Abstand von 30 cm. Wie das gezeigte Mikrometer zeigt das 12-Datum an, dass die Filamente in verschiedenen Farben die hohe Präzision von 1,75 ± 0,03 mm erreicht haben. So erfüllt Marmorfilament die Standards des Durchmessers.
Temperatur-Eigenschaft
Wie wir wissen, ist PLA-Filament für unsere Anfänger benutzerfreundlich, da es einfach zu verwenden ist.
Marmor-PLA-Filament, da es auf der Grundlage von Standard-PLA-Material entwickelt wurde, kann auch sehr benutzerfreundlich sein. Um einen wunderbaren Druck zu erhalten, müssen wir sicherstellen, dass wir die Drucktemperatur gut kennen. Die Drucktemperatur beeinflusst direkt den konstanten Durchmesser und die Flüssigkeit des Ausgangsfilaments. Für die Drucktemperatur stellen wir die Temperatur auf einige Punkte innerhalb von 190-220 ℃ ein .
Testobjekt |
Marmor PLA |
Zeit |
2020 |
| Testmethode |
Drucken Sie bei einigen unterschiedlichen Temperaturpunkten. |
||
Farbe |
195 ℃ |
205 ℃ |
220 ℃ |
Grau |
 |
 |
 |
Wie in der obigen Tabelle gezeigt, sind die Drucktemperaturpunkte des Marble-Filaments 196 ℃ , 205 ℃ und 220 ℃ , unter denen das Ausgangsfilament einen konstanten Durchmesser, eine glatte Fließfähigkeit und wenig Faden hat. Wenn die Temperatur zwischen 190 und 220 ° C liegt, kann das Marble PLA-Filament daher einen hochwertigen Druckeffekt erzielen.
Anpassungsrate von Geschwindigkeit und Temperatur
Die Anpassungsrate von Geschwindigkeit und Temperatur ist ebenfalls ein Faktor, der den Druckeffekt beeinflusst. Außerdem spiegelt es wider, wie sich Kunden mit dem Schneiden dieses matten Filaments vertraut machen.
Wir wählen 3 Temperaturpunkte zum Testen aus. Bei einer bestimmten Temperatur stellen wir unterschiedliche Druckgeschwindigkeiten ein, da der Druck höher wird. So finden wir die optimale Abstimmung von Temperatur und Drehzahl.
Testobjekt |
Marmor PLA |
Zeit |
2020 |
Testmethode |
In Übereinstimmung mit konstanter Temperatur und inkonstanter Geschwindigkeit wählen wir 3 Temperaturpunkte, um herauszufinden, bei welcher Geschwindigkeit die Drucke die besten Druckeffekte erzielen. |
|
Pinter-Typ |
Ende 3 |
Prusa i3 |
CR-10 |
Denker SE |
ER-20 |
mega-s |
Die Temperatur passt zur Geschwindigkeit |
195℃:≤ 40mm/s ; |
195℃:≤ 50mm/s ; |
195℃:≤ 40mm/s ; |
195℃:≤ 40mm/s ; |
195℃:≤ 40mm/s ; |
195℃:≤ 35mm/s ; |

Die obige Tabelle zeigt die optimale Anpassungsrate von Geschwindigkeit und Temperatur auf Mainstream-Druckern. Wir können uns auf die obige Tabelle beziehen, um zu schneiden.
Bei Marble PLA kann die Drucktemperatur höher sein, die Geschwindigkeit sollte niedriger sein. Auf diese Weise haben die Drucke eine glattere Oberfläche, aber weniger Fäden.
Die Haftfähigkeit des beheizten Bettes
Marmor-PLA ähnelt anderen PLA-Filamenten darin, dass sie niedrigere Temperaturanforderungen für beheizte Betten haben. Im Folgenden sind die Temperaturanforderungen für herkömmliche beheizte Betten aufgeführt.
Testobjekt |
Marmor PLA |
Zeit |
2020 |
Testmethode |
Drucken Sie auf den verschiedenen Betttypen, um die Klebetemperatur zu testen |
Betttyp |
PEI Kleber für flexible Betten |
Bett aus Glas |
Bett aus mikroporös beschichtetem Glas |
PEI Bettkleber |
Tintenbeschichtetes Glasbett |
Klebetemperatur |
55-65 ℃ |
65-70 ℃ |
60-65 ℃ |
55-65 ℃ |
60-65 ℃ |
Aus der Tabelle können wir erkennen, dass Marble PLA eine hohe Kompatibilität mit dem Mainstream-Bett hat.
Kompatibilität von 3D-Druckern
Ohne Drucker kann das Filament keinen Druck erzeugen. Auch die Kompatibilität des Druckers sollte berücksichtigt werden.
Testobjekt |
Marmor PLA |
Zeit |
2020 |
Testmethode |
Drucken Sie über Mainstream-Drucker |
Testfarbe |
Grau |
||||
Testtyp |
Thinker SE , CR-10 , Ender 3 , Mega-s , ER-20 , Prusa i3 |
||||
Ergebnis |
Innerhalb von 190-220℃ können die oben genannten Drucker normal drucken und für die spezifischen empfohlenen Parameter können Sie sich auf die Spezifikation beziehen. |
||||
Aus dem obigen Testverfahren gilt Marble PLA-Filament für die meisten FDM-Drucker auf dem Markt. Wenn Sie verschiedene Drucker verwenden, sollten die Slicing-Parameter unterschiedlich sein. Die eingestellte Einzugslänge für Bowden- und Direktantriebsdrucker sollte unterschiedlich sein. Das wird in der Produktspezifikation angegeben und Sie können darauf verweisen.
Zurückziehen und Schnur
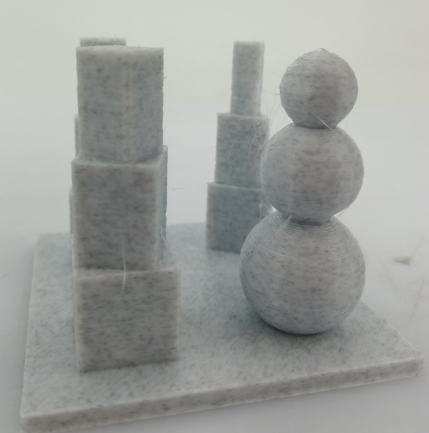
Im Allgemeinen kann ein richtiger Rückzugswert die Saitenrate verringern. Nach einigen Tests erhalten wir die folgenden Daten. Mit einem inkonstanten Drucker testen wir, ob der optimale Rückzugswert für eine bestimmte Temperatur reicht. Der Marmordruck im Bild hat kleine Fäden.
Nach umfassenden Tests der oben genannten Projekte geben wir Ihnen Referenzparameter – Bowden-Extruderdrucker: Drucktemperatur 200–215 °C, Rückzugslänge 4–6 mm, Rückzugsgeschwindigkeit 50–70 mm /s ; Extruderdrucker mit Direktantrieb: Drucktemperatur 200-220 ℃, Rückzugsgeschwindigkeit 0,8-1 mm, Rückzugsgeschwindigkeit 35-40 mm/s.
205 ℃
Zusammenfassend lässt sich sagen, dass die Druckoberfläche des Marmor-PLA-Drucks eine feine und glatte Textur mit Marmorkörnung hat. In Bezug auf Druckgewohnheiten und Verwendung unterscheidet sich Marble PLA nicht von Standard-PLA und kann auch benutzerfreundlich sein.




